




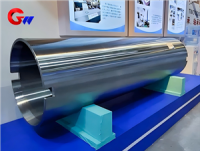


35CrMoV 冷間圧延機鋳鋼スリーブ(動的バランステスト検出)
GW精密鋳造鋼リールは、冷間圧延機の高精度・高負荷条件に最適な選択肢であり、特に動バランスに対する厳しい要件が求められる薄板圧延に適しています。高い強度、耐摩耗性、そしてコスト効率の良さは明らかですが、鋳造および熱処理工程の厳格な管理が必要です。
- GW Precision
- 洛陽、中国
- 契約上の規定
- スチールスプールの年間生産能力は4000個
- 情報
冷間圧延機の鋳鋼リールのダイナミックバランステストによる検査
| スリーブ素材 | 仕様 |
| 35CrMoV | Φ572*Φ506*2337 |
化学組成管理(重要な要素):
元素 C シ ミネソタ Cr モ V P ≤ S ≤
範囲 0.30~0.38 0.20~0.40 0.50~0.80 0.90~1.20 0.20~0.30 0.10~0.20 0.025 0.025

遠心鋳造
当社は高度な製錬・鋳造技術を採用し、高精度な検査設備により、鋳鋼リールの材料の化学組成が正確かつ信頼性が高く、均一な特性を有することを保証しています。遠心鋳造法を採用することで、鋳鋼リールの内外面にひび割れ、スラグの混入、気孔、砂穴などの欠陥がないことを保証します。また、成熟した熱処理技術を採用することで、鋳鋼リールの機械的特性を確保しています。

鋼スリーブの熱処理の説明
当社は、機械的特性に特別な要求がある鋳造鋼リールに対して厳密な熱処理を実施し、また機械的特性の対応するテストを実施して、すべての鋼リール製品が最良の状態を達成し、顧客に良好な結果をもたらすようにします。

鋳鋼リールの熱処理工程(冷間圧延機用)
プロセスパラメータ要件の目的
900±10℃で2時間焼成し、空冷で粒度を微細化
焼入れ860±10℃の油焼入れ(冷却速度≥80℃/s)でマルテンサイトを得る
極低温 -80℃ × 2時間(オプション)残留オーステナイトを減少させる
550±10℃で4時間焼戻し、水冷焼入れ後、300~350HBWまで焼戻し
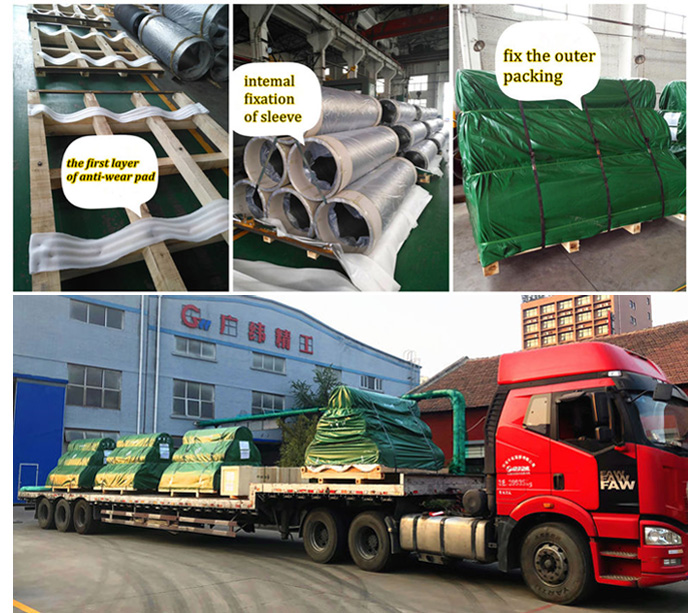
パッキング
当社には、スチールリール用の優れた梱包チームと成熟した梱包技術があります。
梱包は、保管、輸送、販売中に製品が紛失したり破損したりしないように、製品の安全性を確保する必要があります。
梱包により製品の清潔さが確保されます。梱包前に製品表面の清潔さを確認してください。
当社のスチールリール製品は、ユーザーから広く認知され、信頼されており、絶えず変化する経済的、社会的ニーズに応えることができます。
当社の製品はユーザーから広く認知され、信頼されており、絶えず変化する経済的、社会的ニーズに応えることができます。

35CrMoV鋳鋼スリーブ(冷間圧延機用)の動的バランス試験規格
パラメータ要求値検出装置
バランスグレード G2.5 (ISO 1940-1) ハードサポートダイナミックバランシングマシン
残留アンバランス≤1g·んん/kg(1500rpm)位相分析計
再穴あけ(深さ≤5mm)CNC穴あけの修正方法



