

- ホーム
- >
- 製品
- >
- 鋳鋼ローラーコーンヘッド
- >



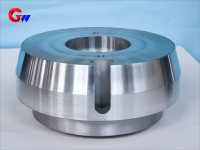
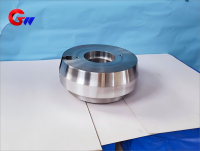
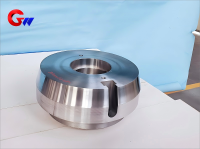
鋳鋼ローラーコーンヘッド
GW精密鋳造鋼ローラーコーンヘッドは、圧延機の重要な部品の1つです。
- GW Precision
- 洛陽、中国
- 契約上の規定
- 1000個
- 情報
鋳鋼ローラーコーンヘッド
鋳鋼製ローラーコーンヘッドは、主に冶金圧延機、鉱山機械、重機など、高いラジアル荷重とアキシアル荷重が求められる用途に使用されます。設計上の特徴は、テーパーローラーベアリング(TIMKENシリーズなど)を使用することで、ラジアル荷重とアキシアル荷重の両方に同時に耐えられることです。そのため、高衝撃、高速、または高荷重条件に適しています。
鋳鋼ローラーコーンヘッドの応用シナリオ
1. 主な応用分野
熱間/冷間圧延機: 作業ロール、中間ロール、またはサポートロールをサポートし、圧延力と軸方向の動きに耐えます。
鉱山機械:破砕機やボールミルなどの重機の伝動システムに使用されます。
風力発電設備:大型風力タービン主軸ベアリングシート。
船舶/重機:プロペラシャフトやギアボックスなどの高負荷回転部品。
2. 仕事の特徴
高負荷:ラジアル力(ローリング力)と軸方向力(ローリングロールの動き)に耐えます。
高温/高汚染環境:熱間圧延条件下では耐熱性と酸化防止が求められます。採掘環境には防塵性と防水性が必要です。
高精度要件:ベアリングシートの内穴とベアリングの外輪とのフィッティング精度(通常はH7またはH8レベル)。
鋳鋼ローラの円錐軸受座の熱処理工程
鋳鋼ローラーの円錐軸受座は、通常、低合金鋳鋼(ZG35CrMo、ZG42CrMoなど)で作られており、熱処理プロセスは次のとおりです。
1. 前処理(アニーリングまたは正規化)
目的: 鋳造応力を除去し、結晶粒度を微細化し、機械加工性を向上させます。
プロセス:850~900℃に加熱℃空冷(焼鈍)または炉冷(焼きなまし)の前に保温しておきます。
2. 焼入れ焼戻し処理(焼入れ+焼戻し)
焼入れ:850~900℃に加熱℃(材質により異なります)、油焼入れまたは水焼入れ(変形防止のため)。
焼き戻し:500~650℃で焼き戻し℃マルテンサイト組織を得て、強度と靭性のバランスをとります(硬度HB 250-320)。
3. 局所表面強化(オプション)
高周波焼入れ:ベアリング設置面を高周波焼入れし、耐摩耗性を向上させます(硬度HRC50~55)。
浸炭/窒化:高合金鋼に適しており、疲労耐性を高めます。
4. 応力除去焼鈍(精密機械加工後)
200~300℃の低温焼鈍℃加工時のストレスを除去し、変形を防止します。
機能紹介:
1. トルクの伝達:コーンヘッドは、モーターの回転トルクをより効率的に伝達するために使用されます。
効率的に、スムーズな圧延プロセスを保証します。
2.接続安定性の向上:コーンヘッド設計により、
ローラーヘッドとカップリングシャフトを一体化し、高速走行時の緩みや摩耗を軽減します。
3. さまざまな圧延ニーズへの適応:コーンヘッドの設計は、さまざまなタイプの圧延ニーズに適応するのに役立ちます。
熱間圧延や冷間圧延などの圧延プロセス、およびさまざまな材料の圧延ニーズ。
関連製品




