

- ホーム
- >
- 製品
- >
- 熱間圧延機の操作側にある作業ロールベアリングシート
- >



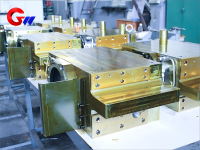


熱間圧延機の操作側にある作業ロールベアリングシート
熱間圧延機の運転側における作業ロールベアリングシートのコア機能と動作条件要件
コア機能
ロールの位置決めと支持:熱間圧延機のワークロールのラジアル荷重(片側1500~4000kN)と軸方向力(ラジアル力の10%以下)を支えます。
クイックロール交換インターフェース: 統合油圧ロック機構 (圧力 20 ~ 25 MPa)、ロール交換時間 ≤ 15 分。
熱変形補償:圧延温度300〜600℃で、軸方向の熱膨張ギャップは0.1〜0.15mm/100℃に保たれます。
- Guangwei Manufacturing Precision
- 河南省、洛陽
- 契約上の規定
- 年間生産能力は500個
- 情報
熱間圧延機の操作側にある作業ロールベアリングシート
対応機種
4段熱間圧延機:ストリップ幅800~2200mm、圧延速度≤12m/s。
可逆式粗圧延機:圧延力変動±25%、衝撃荷重頻度≥5回/分。

熱間圧延機操作側作業ロール軸受座の材質及び熱処理仕様
ワーキングロールベアリングシートの主材料
鋳鋼グレード:ZG35CrNiMo(最適化された組成)
要素 | 0.32-0.38 | Cr 0.8-1.2 | 1.0~1.5です0.2~0.4の場合|
パフォーマンス特性:
高温降伏強度(500℃でσ₀.₂≥550MPa)
低温衝撃エネルギー(-20℃ AKV ≥ 50J)。
主要構成材料
部品材料の熱処理表面処理
ZG35CrNiMo焼入れ焼戻しベアリングシート本体+応力緩和ショットピーニング強化(Sa2.5)
耐摩耗性ライニングプレート42CrMo4高周波焼入れ硬質クロムメッキ(30~50μm)
シール部品 316Lステンレス鋼 固溶体処理 電解研磨
熱処理プロセス
焼入れ:850±10℃×4h(油冷、冷却速度80℃/s以上)
焼き戻し:580±10℃×6h(空冷、硬度制御HB 280~320)
極低温処理:-80℃で2時間(寸法安定性向上のため)。
熱間圧延機の運転側作業ロールベアリングシートの機械加工および組立精度
重要な寸法公差
プロジェクト許容度テスト方法
ベアリング穴径(Φ)H6レベル(±0.015mm)空気圧計+3座標系
設置面の平坦度≤0.02mm/m電子レベル
油圧回路クロスホール面取りR0.5±0.1mm工業用内視鏡
熱間圧延機の作業ロールベアリングシートの組立要件
ベアリング予圧力:テーパーローラーベアリングの軸方向予圧は0.05~0.08mm(ダイヤルゲージで測定)。
シールクリアランス:半径方向0.3~0.5mm(ラビリンスシール)、軸方向1.0~1.2mm。

ベアリングシート製造における当社の上記の優位性により、当社は国内ベアリングブロック製品の製造において先進的な地位を占めています。また、生産受注も業界トップクラスです。当社の従業員は、今後の生産・加工において、同業界の先進的な経営理念を習得し、お客様により良いサービスを提供することで、お客様と共に成長していきます。
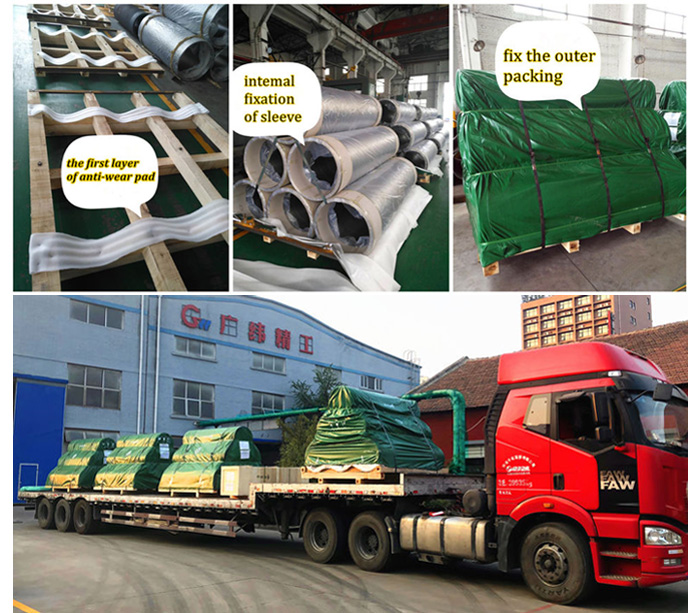
パッキング
一日を良いスタートを切るには、 洛陽光威精密製造テクノロジー株式会社 いかなる 熱間圧延機の操作側作業ローラーベアリングブロック スピンドルの修理が必要な場合があります。
当社は、お客様に 100% ご満足いただけることを保証するための技術、設備、知識を備えています。
当社の技術者は非常に経験豊富で、業界でもトップクラスです。
ダウンタイムを節約し、稼働を継続できるようにする方法をご覧ください。
時は金なり、今すぐ電話してください!



