

- ホーム
- >
- 製品
- >
- 冷間圧延機の駆動側ワークロールミルベアリングシート
- >



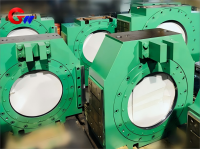

冷間圧延機の駆動側ワークロールミルベアリングシート
材料科学:
冷間圧延機の駆動側ワークロールミルベアリングシート(鍛造):40Cr、
これらは、冷間圧延機の駆動側ワークロールミルベアリングシート製品の高品質を保証します。
ベアリングの取付穴はコア部品であり、高い寸法精度が求められます。取付穴の直径はベアリングの外径と正確に一致させる必要があります。これにより、しっかりとした取り付けが確保され、運転中に緩みやずれが生じません。表面粗さにも厳しい要求があり、滑らかな表面は取り付け摩擦を低減し、放熱を促進します。
- Guangwei Manufacturing Precision
- 洛陽、中国
- 契約上の規定
- 情報
冷間圧延機の駆動側作業ローラー圧延機ブロックシャフト
冷間圧延機の駆動側ワークロールミルベアリングシートの適用シナリオ
(高精度板・帯鋼冷間圧延機に最適)
1. コア機能
動的荷重サポート:圧延力(800~2500kN)および曲げロール力(±500kN)に耐え、±0.005mmのロールギャップ精度を確保
トルク伝達:モーターの駆動トルクを伝達します(ピーク値は定格値の150%に達することができます)。10〜40m/sの転がり速度に適しています。
振動制御:高速圧延時の高周波振動を抑制(振動加速度≤4.5m/s²、ISO 10816-3)
2. 過酷な労働条件
機械的ストレス:
繰返し接触応力900~1300MPa(ヘルツ接触理論)
ロール変化衝撃荷重(瞬間加速度10~15g)
環境上の課題:
圧延油浸透性(硫黄含有極圧添加剤)
アルミニウム/ステンレス鋼の破片の研磨摩耗(硬度HV400-1200)
駆動側ワークロールミル軸受座の材料選定と強化
1. ベース素材
材料グレード、コアの利点、適用可能なシナリオ
ZG35CrMnSi高疲労強度(σ -1 ≥ 380MPa)普通炭素鋼冷間圧延
ZG25CrNiMo 耐衝撃性(アクヴ ≥)60J@-20 高強度鋼圧延(℃)
ZG06Cr13Ni4Mo耐腐食性(C ≤ 0.06%)ステンレス鋼/アルミニウム圧延
2. 重点分野の強化
ベアリング取り付け穴:
イオン窒化(層深さ0.3~0.5mm、硬度HV900~1100)
精密ホーニング(真円度≤0.005mm、ラ≤0.1μm)
シール面:
Ni基合金(インコネル625、微小運動摩耗に耐性)のレーザークラッディング
3. 熱処理システム
焼入れ焼戻し処理:
焼入れ:880℃×2時間(ポリマー焼入れ液)
焼き戻し:550℃×4時間(焼き戻し2回)
寸法安定化:
極低温処理(-80℃×12時間)
時間処理(180℃×24時間)
4. 表面工学
複合コーティング:
サンドブラスト(Sa3.0グレード)
アーク溶射Cr3C2 ニッケルクロム(厚さ150~200μm)
レーザー再溶融(気孔率<0.3%)
の主な機能は冷間圧延機の駆動側ワークロールミルベアリングシート軸受の正確な位置合わせを運転中に保証し、ラジアル荷重とアキシアル荷重に耐えることです。さらに、軸受とシャフト間のクリアランスを低減し、摩擦損失を最小限に抑えます。
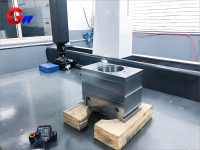
品質プロセス管理
そのベアリングシートの冷間圧延機当社が製造する製品は、粗加工、欠陥検査、熱処理、製造工程に至るまで、すべての工程において検査員による検査を受けています。検査に合格した製品のみが次の加工工程に進むことができます。



