

- ホーム
- >
- 製品
- >
- 冷間圧延機の操作側中間ローラーベアリングブロック
- >



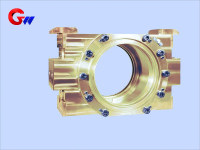

冷間圧延機の操作側中間ローラーベアリングブロック
冷間圧延機の運転側中間ローラーベアリングシートの材質と熱処理
操作側中間ローラーベアリングブロック本体材質:
引張強度が500MPa以上の高強度鋳鉄(HT300/HT350)または鋳鋼(ZG310-570)。
耐摩耗ライニングは青銅(ZCuAl10Fe3)またはポリマー複合材料(PTFE改質材料など)で作られています。
熱処理:
鋳造品には、時効処理(内部応力の除去)と重要な接触面の高周波焼入れ(硬度 HRC45-50)が必要です。
- GW Precision
- 洛陽、中国
- 契約上の規定
- 情報
冷間圧延機の操作側中間ローラーベアリングブロック
操作側中間ローラーベアリングブロックの寸法と公差
ベアリング取り付け穴:
ベアリングのタイプ(4列テーパーローラーベアリングのTQOシリーズなど)に応じて、許容差は通常H6(内穴)またはjs6(外径)になります。
粗さ要件: ベアリングの合わせ面の ラ は 0.8 μm 以下、非合わせ面の ラ は 3.2 μm 以下です。
測位精度:
ベアリングシートの内穴の真円度は≤0.008mm、同軸度は≤0.015mm/500mmです。
ロールネックとのフィットクリアランス:0.05~0.10mm(熱膨張を考慮)。

CNC加工プログラミング
プログラマーは パソコン シミュレーション処理を使用してプログラムを実行し、処理ラインを最適化し、処理ツールを適切に配置することで、ワークピースの加工がより正確になり、ナイフラインがきれいで美しくなります。
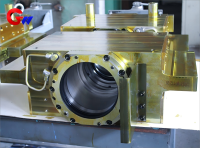
高精度加工装置
CNC水平加工センター、CNC垂直加工センター、5軸総合加工センターなどの高精度加工設備により、オペレート側中間ローラーベアリングブロック製品の加工サイズの精度が保証され、また、ワークピースの複雑な構造をスムーズかつ正確に加工できることも保証されます。

操作側中間ローラーベアリングブロックの製造および組立工程 加工技術:
ベアリング穴の加工(IT6 レベルの精度)、最終加工のためのホーニングまたは研削を行う CNC ボーリングおよびフライス盤。
ボルト穴の位置誤差は 0.05mm 以下で、フレームとの正確なドッキングを保証します。
組み立て要件:
ベアリングの予締め力をメーカーの仕様(軸方向の予締め力8~12kNなど)に合わせて調整します。
衝撃荷重を避けるため、取り付けには油圧ナットを使用してください。
品質プロセス管理
ブランクの加工、欠陥検出、熱処理から生産プロセスまで、各プロセスにはチェックを行う検査員がおり、次のプロセス処理の前に資格が認定されます。
検査とテスト
厳格な検査と試験手順は、当社の品質保証です。各オペレート側中間ローラーベアリングブロックには、化学成分分析レポート、熱処理レポート、欠陥検査レポート、寸法公差、形状公差および位置公差検査レポート(三座標などの精密検査機器により加工寸法の精度を確保)が完備されており、これらはすべてトレーサビリティと追跡可能性を備えています。

冷間圧延機の運転側中間ローラーベアリングシートの潤滑とシール
潤滑システム:
濃厚希薄油潤滑(圧力0.3~0.5MPa、流量30~50L/分)、またはオイルエア潤滑(油滴量5~10滴/分)。
潤滑油粘度:ISO VG 68~100(40℃時)。
シーリング設計:
コンビネーションシール(ラビリンスシール+スプリング強化リップシール)、防塵規格 ISO 4406 18/16/13。
シール材質:耐高温フッ素ゴム(FKM)またはポリウレタン(PU)。





