

- ホーム
- >
- 製品
- >
- 熱間圧延機の中間ローラーベアリングチョック
- >



熱間圧延機の中間ローラーベアリングチョック
GW精密中間ロールベアリングチョックの利点:
高精度のインテリジェントCNC製造設備、ハイテクスタッフ、成熟した処理システム、厳格な品質検査プロセス、優れた生産管理プロセスは、高品質の製品を保証します。
中間ロールベアリングチョック製品の品質をより確実にするために、通常のサイズ検査に加えて、当社は高精度の移動式ブリッジ式三位置標準測定機を購入し、検出精度は2ミクロンレベルに達し、各部品のサイズと動作公差検査の絶対的な検査基準を確保しています。
- Guangwei Precision
- 洛陽、中国
- 契約上の規定
- スチールスプールの年間生産能力は4000個
- 情報
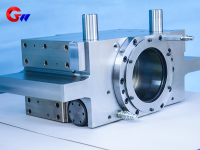
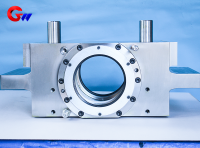
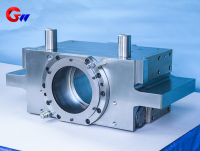
熱間圧延機の中間ローラーベアリングチョック
熱間圧延機の中間ロールベアリングチョックは、熱間圧延生産ラインの重要な部品であり、主に中間ロールを支持および固定し、大きな圧延力、衝撃力、および高温環境に耐えるために使用されます。
適用シナリオ中間ローラーベアリングシート熱間圧延工場
職場環境
高温:熱間圧延工程では、圧延機の温度が800℃を超える場合があり、ベアリングシートは放射熱と伝導熱に耐える必要があります。
高負荷: 転がり力 (最大数千トン) と頻繁な衝撃負荷に耐えることができます。
ほこりや湿気が多い:転がる冷却水や酸化鉄スケールが侵入しやすいため、高い密閉性と耐腐食性が求められます。
機能要件
正確な位置決め: 圧延ロールの平行度と圧延精度を確保します。
耐摩耗性と耐疲労性: 耐用年数を延ばし、ダウンタイムによるメンテナンスを削減します。
潤滑保証: 摩擦と摩耗を減らすには高圧潤滑システム (オイルエア潤滑など) が必要です。
熱間圧延機における中間ローラーベアリングシートの熱処理プロセス
熱処理は、機械性能を向上させるための重要なステップです。中間ローラーベアリングシートは通常、次の手順で構成されます。
前処理(正規化またはアニーリング)
鍛造品や鋳造品の内部応力を除去し、粒径を微細化し、後続の加工の準備をします。
焼入れ+焼戻し(焼入れ焼戻し処理)
焼入れ:臨界温度(850~900℃など)まで加熱し、その後急速に冷却(水焼入れまたは油焼入れ)して、高硬度のマルテンサイト組織を得る。
焼き戻し:中温焼き戻し(400〜600℃)により硬度と靭性のバランスを保ち、脆性破壊を回避します。
表面強化(オプション)
高周波焼入れ:ベアリング接触面を局所的に硬化させて耐摩耗性を向上させます。
浸炭/窒化:高合金鋼に適しており、表面硬度と耐疲労性を高めます。
応力除去焼鈍
精密機械加工後、加工応力を除去するために低温焼鈍処理(200~300℃)を行います。
GW精密製造 あらゆる種類の中間ロールベアリングチョックおよびその他のミル精密部品。
GW精度中間ローラーベアリングシート 利点:
高精度のインテリジェントCNC製造設備、ハイテクスタッフ、成熟した処理システム、厳格な品質検査プロセス、優れた生産管理プロセスは、高品質の製品を保証します。





