- ホーム
- >
- 製品
- >
- 鋳鋼製作業側ベアリングシート
- >






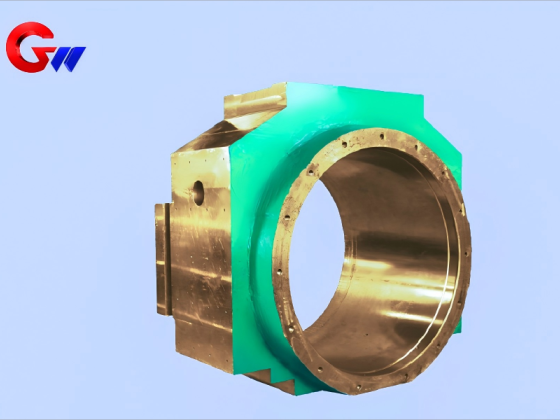
鋳鋼製作業側ベアリングシート
GW精密鋳鋼作業側ベアリングシート材質:
作業ロール(鍛造品):45鋼、40Cr、42CrMo
サポートロール(鋳物):zg310-570、zg270-500。
- Guangwei Manufacturing Precision
- 洛陽、中国
- 契約上の規定
- 情報
鋳鋼製作業側ベアリングシート
鋳鋼作業側ベアリングシートの適用シナリオ
(熱間・冷間圧延機のロール支持に最適)
1. コア機能
ロール位置決め:ワークロールの半径方向/軸方向の位置を正確に維持します(位置決め精度±0.1mm)
荷重伝達:転がり力(最大25MN)および衝撃荷重(噛み込み鋼の瞬間衝撃係数2.5など)に耐える
熱管理:200~600℃で安定動作(熱変形に強い)
2. 典型的な労働条件
機械的ストレス:
繰り返し接触応力800~1200MPa(ヘルツ理論計算値)
振動加速度5m/s²(ISO 10816-8規格)
環境上の課題:
酸化鉄スケールの摩耗(硬度HV800-1100)
圧延冷却水の腐食(pH 6-9、塩素⁻≤50ppm)
鋳鋼作業側ベアリングシートの材料選定と最適化
1. ベース素材
材料グレード特性の利点適用可能なシナリオ
ZG270-500 低コスト、優れた衝撃吸収性、中小型冷間圧延機
ZG35CrMo高強度(σ b ≥ 750MPa)熱間粗圧延機
ZG06Cr13Ni4Mo耐腐食性(C ≤ 0.06%)ステンレス鋼圧延ライン
2. 重点分野の強化
ベアリング取り付け穴:
表面高周波焼入れ(硬度HRC50~55、層深3~5mm)
硬質クロムメッキ(30~50μm)+精密研磨(ラ≤0.2μm)
シーリング溝:レーザークラッディングCo基合金(ステライト6、微小運動摩耗に耐性)
3. 特殊な労働条件への適応
熱帯圧延機:注記/Vマイクロアロイングの添加(高温強度の向上)
沿岸工場:銅-P-Cr耐候性鋳鋼(耐塩水噴霧腐食性)を使用
熱処理
正規化+焼き戻し:
焼準:900℃×4h(空冷)
焼戻し:580℃で6時間(残留応力の90%以上を除去)
ローカル強化:
ベアリング穴の高周波焼入れ(電力密度 ≥ 5kW/cm²)
検査と組み立て
プロジェクト方法標準をテストするための適格指標
内部欠陥 ASTM E186 放射線検査レベル2以下
寸法精度 CMM測定穴間隔公差 ± 0.02mm
ダイナミックバランス ISO 1940-1 G6.3 レベル
作業側ベアリングシート製品の品質をより確実にするために、通常のサイズ検査に加えて、ベアリングやその他の精密部品を3座標標準測定機器で最終検査し、検出精度を2ミクロンレベルまで高め、さまざまな部品のサイズと動作公差の絶対検査基準を確保します。