- ホーム
- >
- 製品
- >
- 熱間圧延機の操作側作業ローラー圧延機ブロックシャフト
- >






熱間圧延機の操作側作業ローラー圧延機ブロックシャフト
当社の利点:高精度のインテリジェント CNC 製造設備、ハイテクスタッフ、成熟した処理システム、厳格な品質検査プロセス、高精度の検査機器、優れた生産管理プロセスは、高品質の製品を保証します。
当社は、ダメージ DMF1800*600 5軸マシニングセンター、水平マシニングセンター、垂直マシニングセンター、ガントリーマシニングセンター、高精度3座標検査を備えています。機械設備の80%はCNC工作機械であり、強力な設備であるため、製品の製造と加工において強力な品質保証が得られます。
- Guangwei Manufacturing Precision
- 河南省、洛陽
- 契約上の規定
- 情報
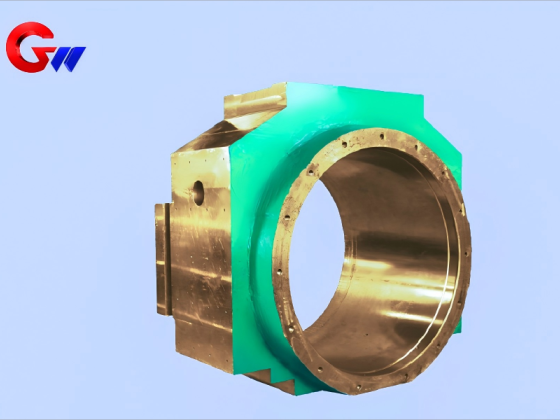
熱間圧延機の操作側作業ローラー圧延機ブロックシャフト
熱間圧延機の操作側における作業ロールフレームシャフトの適用シナリオ
機能: ワークロールをサポートし、圧延工程中の高荷重、衝撃力、摩擦に耐え、高温、高湿度、粉塵の多い環境に適応します。
標準的な動作条件:
高温(圧延中にロール表面温度が600℃以上になることがあります)。
高い周期的ストレス(頻繁な始動停止と変動負荷)
酸化と摩耗に耐える必要があります。
熱間圧延機の運転側作業ロールフレームシャフトの材料選定
一般的な材料:
42CrMo や 40CrNiMoA などの合金構造用鋼は、高い強度、靭性、耐摩耗性を備えています。
工具鋼: H13 (4Cr5MoSiV1) など、高温および耐摩耗性の要件に適しています。
ステンレス鋼:17-4PH(析出硬化型)など、腐食環境で使用される。
選択基準:
引張強度(800 MPa以上)、疲労限界、高温安定性。
コストと処理性能のバランス。
熱間圧延機の運転側作業ロールフレーム軸の熱処理工程
主な手順:
焼入れ焼戻し処理(焼入れ+高温焼戻し):
焼入れ:マルテンサイト組織を得るために850〜880℃で油焼入れする。
焼き戻し:550~650℃で応力を除去し、靭性を向上させます。
表面強化(オプション):
高周波焼入れ:シャフトネックの局所焼入れ、深さ2〜5mm、硬度HRC50〜55。
窒化処理:ガス窒化またはイオン窒化、表面硬度 ≥ HV900、耐摩耗性が向上します。
応力除去焼鈍:精密機械加工前に残留応力を除去します。
熱間圧延機のワークロールフレーム軸の製造では、材料の高強度、熱処理工程の精度、製造工程の厳格な検査が重視されます。合理的な材料選定と工程管理により、部品の寿命を大幅に延ばし(通常5~10年の設計)、圧延機のメンテナンスコストを削減できます。実際の生産では、具体的な圧延機モデル(2050mm熱間圧延機など)や圧延材料(ステンレス鋼、炭素鋼など)に応じてパラメータを調整する必要があります。
主な製品:各種ローラー圧延機ブロックシャフト、曲げロールブロックおよびその他の圧延機精密部品、これらの製品の精度は圧延機の精度に直接影響し、圧延機で生産される製品の品質に直接影響します。
このタイプは、圧延機ワークロール中間ロール支持ロールのワークロール圧延機ブロック軸の操作側であり、顧客からのその他の非標準カスタマイズも受け入れることができます。
ワークローラー圧延機ブロックシャフト製品工程の操作側
当社は長年の経験の蓄積を通じて、ベアリングハウジングの製造のための成熟した機械加工技術を構築してきました。